特別報導
熱流道多頭尖嘴打PC材料應用

多頭尖嘴優點:與多個熱嘴的同時使用,縮小了進膠點之間的距離,取消或簡化了流道板的設計,降低了每個注射點的價格,解決了微小製品注射問題,也滿足了需要多個澆口的高精度製品。
使用多頭尖點嘴能夠減少製品殘留,廢料少,遺留在製品表面上的是與嘴尖組合形成的很低的環圈。廢料的大小取決於澆口的結構和尺寸、塑膠的性能及澆口區的冷卻。澆口直徑愈大,廢料越多,嘴尖在澆口的中央,有助於防止澆口上拉絲。
PC材質熔體粘度高,流動性差,需要的注塑壓力大,與金屬相接合力強,分解物對金屬有強腐蝕性,添加劑也會改變加工性能或最終製品性能。為防止流動性能變化,流道中熔體溫度不變;對熱嘴兩端溫度進行合理控制,溫度分佈特性應該接近直線的均衡。
由於提高型腔溫度後會增加冷卻時間,為避免模塑製品內應力造成的局部應變,應考慮熱嘴與較冷模具之間的熱絕緣。熔料從模具澆口位置的分離過程,要清潔且穩定。澆口是熱嘴或型腔的一部分,是熱流道系統的重要臨界位置,不應該有澆口熔料的任何下垂和流延。
應該保證澆口區的設計和冷卻循環有較大幅度的降溫,以使澆口凍結在開模之前,也使澆口有恰當的斷離。此冷卻受澆口附近的運水管道影響,澆口冷卻應是特殊區域允許溫度調節,並獨立於模具型腔的溫度。
充模平衡對多型腔模具生產的製品,熔料必須在相等壓力下以相同的溫度和速率輸送至每個型腔。這樣保證了同時充滿所有型腔,並便於以同樣一段時間傳遞保壓壓力。
充模平衡使注射加工更容易地執行較寬的加工參量,可部分地改善製品的質量。獲得充模平衡依賴於熱流道系統的合理創建,以相等的流徑長度來設計流道系統,提供自然的或幾何的平衡,以相同的壓力來設計流道系統。對不同的流徑長度進行補償,給以各種流道截面。熱流道系統必須是熱平衡狀態,熱損失必須由加熱補償,理想狀態下熱流道系統是等溫狀態,
實行加熱組件的正確功率和設計,加熱組件在結構中合理的安置,驗明加熱區和溫度測量點。
安裝時務必對每個重要尺寸進行測量,以保證模具尺寸和熱流道尺寸達到設計要求。在熱嘴與流道板之間保證無洩漏,在範本上的與熱嘴密封也無洩漏。
注塑工藝方面要求選用小型的或特殊設計的、鍍鉻的螺桿,而且塑化系統不允許有死角、呆料、缺口、裂縫等情況出現。若螺桿轉速太快、背壓太高、注射速率太快,以及噴嘴孔徑、流道、澆口尺寸太小等都會使熔體產生高的剪切熱,造成PC熔體破裂現象,而且易使模腔內氣體不能及時排出,造成製品局部灼傷而變黑。
如果工藝條件沒問題,而對空注射時發現熔料有變色現象,這說明塑化系統有問題,需逐一檢查塑化系統,從噴嘴開始,到噴嘴法蘭、三小件、螺桿、機筒。有時製品會每隔一段時間呈週期性地出現兩三模大片變色的情況,這多半與塑化系統存在呆料有關,因 PC分解物超過一定量時具有自身催化作用,引發一大片熔體分解,特別是加入了阻燃劑的塑膠。這就要找出呆料點如螺桿粘料、存料,機筒粘料等,需通過清洗、修補、拋光加以解決。
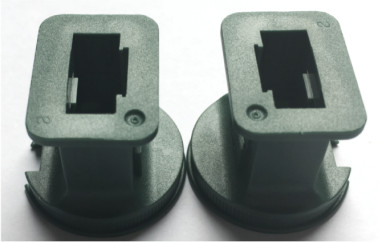
本案例為客戶一出八兩點多頭嘴開放式進膠成功案例。
產品材質:PC+阻燃劑,要求熱流道進膠口處不能高出產品面。如圖
如圖可以看出產品的斷膠點在合理的範圍,進膠點處無流延現象,產品外觀完好。